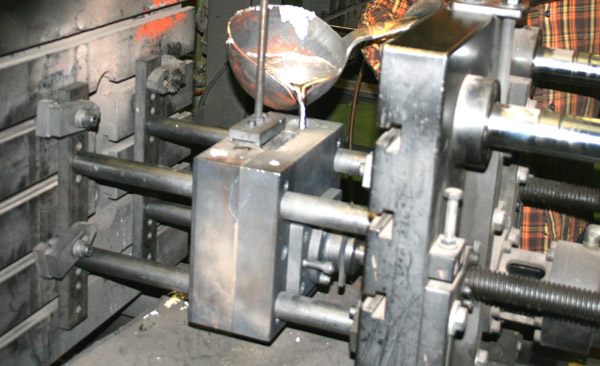
Zunächst konnte ich mir den Kokillenguss auf einer Kokillenmaschine anschauen und deren Bedienung ausprobieren. Die Kokille ist im Grunde eine teilbare Form aus Stahl. In diese Form können an Stellen, die später kein Gussmaterial erhalten sollen sogenannte Kerne eingelegt werden. Diese Kerne sind wiederum Objekte aus Stahl, welche einfach das einzufüllende Gussmaterial verdrängen und so für einen Hohlraum sorgen. Um mehrere Teile kurz hintereinander gießen zu können, verwendet die Firma zwei Kokillenmaschinen und diverse Sonderkonstruktionen. Die normalen Kokillenmaschinen verfügen über zwei massive, hochkant angeordnete Platten, welche ein- oder beidseitig hydraulisch aufeinander zu oder voneinander weg bewegt werden können. An diesen beiden Platten wird jeweils eine Hälfte der Kokille passgenau zur anderen Seite befestigt. Die größte Kokillenmaschine im Hause verfügt außerdem über drei hydraulische Kerneinrichtungen. Hier befinden sich in den massiven Platten links und rechts Aussparungen, in die ein Hydraulikzylinder eingesetzt ist. Mit diesen doppeltwirkenden Hydraulikzylindern und einem unterhalb der Kokille angebrachten Hydraulikzylinder können Kerne in die Kokille ein- und ausgefahren werden. In der Regel werden die Kerne konstruktiv geführt, um eine Beschädigung bei Bewegung mit minimalen Versatz zur Kokille zu verhindern. Während meiner Anwesenheit wurden mehrere Gussteile auf der erklärten Kokillenmaschine gegossen. Ich hatte die Gelegenheit, die Produktion einer kleinen Motorkonsole mit zwei Kernen zu fotografieren. Auf dem ersten Bild sind deutlich die beiden eingespannten Hälften der Kokille zu erkennen. Auch wenn die Maschine zwei bewegbare Tische besitzt, war der im Bild Linke zur Produktion dieses Gussteiles arretiert. Von der rechten Seite wird ein Kern hydraulisch in die Kokille gefahren, von oben wird per Hand ein Kern für spätere Schraubenlöcher im Gussteil eingesetzt, anschließend erfolgt das Einfüllen des flüssigen Aluminiums. Die Kokille verfügt neben dem Einguss zum Einfüllen der Schmelze über einen Steiger (oder auch Speiser genannt). Die Aufgabe des Speisers ist es, zum einen mit der ansteigenden Schmelze die noch vorhandene Luft aus der Kokille entweichen zu lassen und zum anderen Schmelze beim Erstarren des eingefüllten Gusses nachfließen zu lassen. Man sieht bei genauem Beobachten, dass das erstarrende Aluminium aus dem Speiser eine Zeit lang „Material nachzieht“. Deshalb wird hier auch ein bis zwei mal nachgegossen.
Nach kurzer Zeit wird geprüft, ob das Material erstarrt ist. Dann wird zunächst mit zwei Hebeln der obere Kern per Hand gezogen, anschließend wird die Kokille hydraulisch geöffnet und der Kern auf der rechten Seite hydraulisch gezogen. Das Bild zeigt die geöffnete Kokille mit noch eingefahrenem Kern (zylindrische Formen für Löcher im Gussteil). In dem Verfahren lassen im Abstand von wenigen Minuten Gussteile gleichbleibender Qualität in Serie fertigen, die Kokille und die Kerne können für sehr viele Gießvorgänge verwendet werden.
Um ein gutes Lösen des Gussteiles aus der Kokille und von den Kernen zu gewährleisten, werden nach einigen Abgüssen die Kokille und die Kerne mit verschiedenen Schlichten besprüht. Dabei handelt es sich um keramik- oder graphitpartikelhaltige Lösungen.
Vor Arbeitsbeginn muss die Kokille außerdem mit einem Gasbrenner auf Betriebstemperatur gebracht werden, im regulären Gebrauch bleibt die Temperatur durch den ständigen Guss auf diesem Niveau.










Hallo,
wer stellt eigentlich die kleinsten Kokillen-Gießmaschinen her ?
—
Man sieht immer nur so riesige Pneumatik-Maschinen die Monster-Kokillen-Hälften aneineranderpressen und wieder auseinanderreisse.
Man könnte sich auch kleinere Anwendungen gut vorstellen.
Nur gesehen hab ich noch keine – kleine Kokillen-Gießanlage.
Toni
Kokillen-Gießmaschinen
Die kleinsten Kokillen, die ich kenne, werden zur Herstellung von Munition für Pistolen, Maschinengewehren etc. verwendet. Diese haben teilweise nur die Größe einer Faust oder vielleicht eines Schuhkartons.
Grüße