Nach der Erklärung der Grundlagen und dem Vertrautmachen mit den Werkzeugen durfte ich mit

den Grundlagen in der spanenden Bearbeitung beginnen. Unter dem Zerspanen versteht man das „in Form bringen“ von Werkstücken durch das Abtragen von Material in Spänen. Das klassische Werkzeug zur flächigen Materialabtragung ist dabei die Feile. Sie wird nach Oberfläche und Querschnittsform unterschieden. Gängige Feilen besitzen im Querschnitt eine flache, rechteckige Form, eine kreisrunde Form oder aber eine dreieckige Form. Man unterteilt sie daher in Flach-, Rund- und Dreikantfeilen.
Die Oberflächen der Feilenblätter weisen verschiedene Muster der Einkerbungen auf. Hierbei handelt es sich um sogenannte Hiebe, welche gemessen in Anzahl pro Zentimeter Feile eine Aussage über den Materialabtrag und die erzielbare Oberfläche erlauben.
So erreicht man mit einer Schruppfeile (Hiebzahl ca. 5 Hiebe / cm Feile) einen großen Materialabtrag, die Güte der entstehenden Oberfläche ist aber gering. Auf der anderen Seite der Skala liegt die Feinschlichtfeile mit einer Hiebzahl von ca. 60 Hiebe / cm Feile.
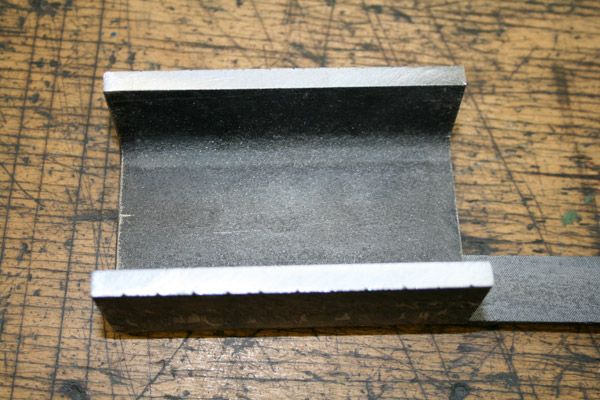
Ich begann in der mechanischen Werkstatt mit einem Stück U-Stahl, welches auf Maß gefeilt werden sollte. Was sich zunächst ziemlich überschaubar und simpel anhört, stellt sich doch als tagefüllende Aufgabe heraus. Zunächst sollten die parallelen Flansche auf Maß gebracht werden.
Hierzu habe ich zunächst mit dem Höhenanreißer das Maß, welches ca. 4 mm unter der bisherigen Höhe lag, beidseitig auf das Werkstück übertragen. Um beim Feilen fast am Nennmaß präzise arbeiten zu können, greift man zu einem Trick: Man kann alle 5-10 mm auf der angerissenen Linie Körnerschläge platzieren. Die Mühe hat sich für mich später ausgezahlt, man sieht mit dem bloßen Auge beim erreichen des Sollmaßes, dass man die winzigen Körnerschläge quasi halbiert hat und kann so sehr gut erkennen, wann man aufhören sollte, Material abzutragen. Anfangs habe ich mit der gröbsten Schruppfeile gearbeitet, um möglichst schnell Material abzutragen. Man bekommt nach einer Weile ein Gefühl für die sinnvollste Arbeitsweise. Ich habe zunächst eine Vertiefung in der Mitte der beiden Flanschseiten erzeugt, diese aber glücklicherweise durch gekreuztes Feilen über die gesamte Länge des U-Stahles korrigieren können. Außerdem muss man etwas dem Anpressdruck der Feile experimentieren, mehr Druck sorgt sicherlich für mehr Abtrag, führt aber auch zu einem unsauberen, etwas unkontrolliertem Feilen. Außerdem muss man etwas mit seinen Kräften haushalten.
Nachdem ich das Stück fast bis auf das Sollmaß abgefeilt hatte, verwendete ich die Schlichtfeile, um eine bessere Oberfläche zu erzielen. Hierbei habe ich hin und wieder mit einem Haarwinkel im Blick gegen das Licht kontrolliert, ob die Fläche eben ist. Ganz zum Schluss kam die Feinschlichtfeile zum Einsatz, welche hin und wieder über Kreide gerieben wird. Die Kreide hat hier die Funktion eines Trennmittels und drückt die abgetragenen Späne aus der Feilenoberfläche, welche dann die entstandene Oberfläche nicht erneut „verkratzen“ können. Ich war selbst erstaunt, die gut die allein durch Feilen erzielbaren Oberfläche rein optisch sein kann. Abschließend wurden noch die Kopfseiten des U-Stahl bearbeitet, welches bis dahin noch die Spuren der Bandsäge zeigten. Bei diesem Vorgang findet der Winkel auch wieder Verwendung, hier sollte man hin und wieder auf Einhaltung des 90° Winkels zwischen den bearbeiteten Flächen kontrollieren.








